


Twin Screw Extruder
Product Overview
1. High manufacturing precision of the kneading and screw elements, with good interchangeability.
2. Small and uniform kneading gap between the high precision screw, assembled with a high precision barrel to form a precision mixing and grinding chamber, where the shear force can act in the micro-particles and can achieve the dispersion of nano-scale particles.
3. The threaded element and barrel lining are made of tungsten alloy, which has excellent wear resistance, ensuring the relative stability of the kneading gap and also extending the service life of equipment.
4. KMD has standardized the screw elements of triple-screw and twin-screw, the screw elements and the core shaft of the same type can be used interchangeably.
Machines with exceptional capabilities – thanks to our special design
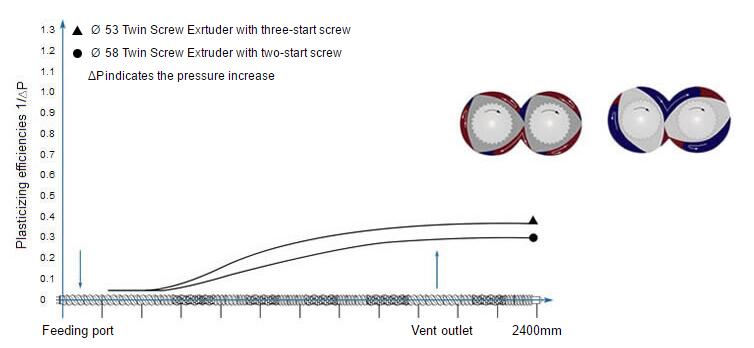
1. A three-start screw as core equipment;
2. Coaxial transmission: Ambient and equipment temperature changes, installation irregularities, vibrations and other external factors will not impair the operation of the coaxial power transmission unit - a benefit of our machine's unique chassis technology;
3. Meshing clearance: a uniform screw engagement clearance reflecting high-precision component machining is the basic guarantor of superior plasticizing performance in your application;
Dispersion effect of an 48:3 pigment powder(30%) in PP(70%)
4. Wear resistance: our scientific approach in selecting screw shaft and barrel materials, backed by advanced heat treatment technology, ensures an exceptional wear resistance so that the machine's uniform screw engagement clearance will be preserved;
5. Interchangeability: by replacing the barrel and screw shaft, our three-start twin screw extruder can be converted into a two-start twin screw unit;
6. Special structure;
7. Water cooling of the screw shaft, starting from the internal core shaft, is available as an option. The customer can choose the solution which meets his requirements;
8. Selectable multi-feed and multi-point venting options;
9. Standardization: a standardized screw shaft and core-barrel design is employed across our triple screw extruder,twin screw extruder and blend reactor lines;
Advantages over a conventional two-start screw design
10. Materials undergo shear three times per screw revolution;
11. The triple groove conveyor provides smoother conveying action; output is guaranteed;
12. A thicker core shaft can deliver and support higher torque levels;
13. An increased screw surface area, making for an enlarged area of contact between the screw and processed material, provides a more uniform and more thorough shearing action;
14. Multiple but smaller shear and dispersion volumes during operation can reduce wear of the screw thread;
15. At the feeding port, materials are being delivered via two screw elements plus 6 additional threaded screw feeding grooves - equivalent to a 1/3 increase in material mixing effectiveness. Moreover, our shallow groove structure provides an earlier onset of shear and hence, plasticizing action, plus smoother degassing;
16. Inside the barrel, as the material moves from a transfer section to the kneading zone and on to the next transfer section, a process of mixing three parts of material into one, followed by renewed separation into three parts, is continuously carried out for superior mixing performance;
17. In the venting zone, the amount of material in contact with the screw surface area increases - as materials become thinner, the degassing effect is greatly improved;
18. Dispersion performance: compared to a two-start screw, a more continuous, more powerful and more homogeneous shearing force is delivered, improving the mixing and dispersion of polymers. In masterbatch processing, pigments are dispersed more thoroughly and the much increased quantity of nanoscale particles is more uniformly dispersed for a better coloring effect. In polymer blending, a greatly enhanced intermixing performance is achieved (see figure);
19. Applications: plastification of thermoplastic polymers, micro blending of rubber and plastics, nanoscale powder dispersion in polymers, production of coating powders, food processing, chemical reactions, etc.

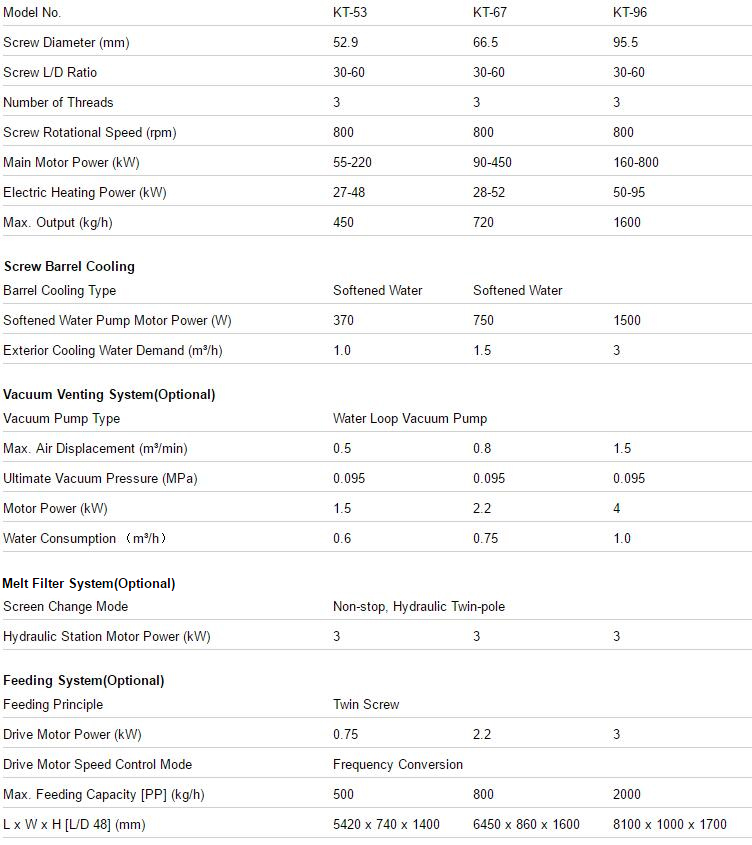
Twin Screw Extruder Technical Data:
Filter Pressure Value Tester
As a filter value testing instrument for blended polymer materials, it is plasticized and extruded by a standard screw for polymer blended materials, and the melt is passed through a standard filter screen after precise measurement, and the change of pressure in front of the screen is its filter value. The change of this filter value index allows to judge the size of inorganic particles or the content of impurities in the blended modified material.
This filter value test is essential for fiber spinning and stability of fiber quality.

Filter Pressure Value Tester Technical Data:

3D Printer (Screw Type): Mono-component & Bi-component
Based on the development of KMD micro-screw technology, our 3D micro-printers can use screw-type feeding with more accurate metering accuracy, lighter shape and smaller motion inertia.
Its characteristics are:
Raw materials are plasticized in the printing process, improve the phase uniformity of the material, maintain the stretching of molecular chain, improve the melt strength index, etc. For example, after dissolution treatment of ultra-high molecular weight polyethylene, replasticization makes its molecular chain more fully spread out, and reduce the phase separation of solvent and polymer chain, subsequently improve the quality of final products.
It is mainly applied to 3D printing of thermoplastic polymer materials.

3D Printer (Screw Type) Technical Data:

Twin Screw Extruder
